Thermische Spritzverfahren
Durch zunehmende Anforderungen an Konstruktionswerkstoffe hat das Thermische Spritzen gerade in den letzten Jahrzehnten deutlich an Bedeutung gewonnen.
Kombinierte Werkstoff- und Bauteilanforderungen, wie z.B. hohe Korrossions- oder Verschleißbeständigkeit bei gleichzeitig herausragenden mechanischen Festigkeitseigenschaften, können Bauteile, die aus einem Werkstoff gefertigt sind, oft nicht erfüllen. Ein der Anforderung angepasster Werkstoffeinsatz, der sich durch funktionales Trennen der Aufgaben von Bauteiloberfläche und -kern realisieren lässt, bietet hier Abhilfe.
Das Beschichten hochbeanspruchter Bauteile mittels thermischer Spritzverfahren zum Verschleißschutz, Korrosionsschutz, elektrische Isolation- oder Leitfähigkeit und Wärmedämmung stellt eine Realisierung des genannten Konzeptes dar. Das Wiederherstellen der Bauteilfunktion nach einer Beschädigung oder Ausschussrettung ist durch Thermisches Spritzen ebenfalls möglich.
Thermisch gespritzte Schichten unterscheiden sich von Schichten, die mittels anderer Verfahren aufgebracht werden, hinsichtlich Struktur, Bindungsmechanismus sowie Nachbearbeitungsmöglichkeit. In Abhängigkeit von den zu verarbeitenden Werkstoffen und den eingesetzten Spritzverfahren sind die Schichten mehr oder weniger porös.
Die herstellbaren Schichtdicken liegen im Bereich von 40 μm bis zu mehreren Millimetern. Die Haftung von thermisch gespritzten Schichten beruht auf mechanischer Verklammerung und auf Diffusionsvorgängen, wobei die Haftfestigkeiten mehr als 100 MPa betragen können.
Die Temperaturbelastungen des Bauteiles während des Beschichtens ist von den Verfahrensparametern abhängig. Durch das Verwenden von Kühlvorrichtungen sind Substrattemperaturen unterhalb von 100 °C möglich. Ein Nacharbeiten thermischer Spritzschichten mittels spanender Fertigungsverfahren ist oftmals notwendig, um eine geforderte Maßhaltigkeit oder bestimmte Oberflächengüten zu gewährleisten.
Das Beschichten hochbeanspruchter Bauteile mittels thermischer Spritzverfahren zum Verschleißschutz, Korrosionsschutz, elektrische Isolation- oder Leitfähigkeit und Wärmedämmung stellt eine Realisierung des genannten Konzeptes dar. Das Wiederherstellen der Bauteilfunktion nach einer Beschädigung oder Ausschussrettung ist durch Thermisches Spritzen ebenfalls möglich.
Thermisch gespritzte Schichten unterscheiden sich von Schichten, die mittels anderer Verfahren aufgebracht werden, hinsichtlich Struktur, Bindungsmechanismus sowie Nachbearbeitungsmöglichkeit. In Abhängigkeit von den zu verarbeitenden Werkstoffen und den eingesetzten Spritzverfahren sind die Schichten mehr oder weniger porös.
Die herstellbaren Schichtdicken liegen im Bereich von 40 μm bis zu mehreren Millimetern. Die Haftung von thermisch gespritzten Schichten beruht auf mechanischer Verklammerung und auf Diffusionsvorgängen, wobei die Haftfestigkeiten mehr als 100 MPa betragen können.
Die Temperaturbelastungen des Bauteiles während des Beschichtens ist von den Verfahrensparametern abhängig. Durch das Verwenden von Kühlvorrichtungen sind Substrattemperaturen unterhalb von 100 °C möglich. Ein Nacharbeiten thermischer Spritzschichten mittels spanender Fertigungsverfahren ist oftmals notwendig, um eine geforderte Maßhaltigkeit oder bestimmte Oberflächengüten zu gewährleisten.
Ihre Vorteile
Durch:
- Längere Lebensdauer
- Geringere Herstellungskosten
- verringerte Reparaturkosten
- Zeitersparnis
Durch:
- Hohe Korrosionsbeständigkeit
- Hohe Verschleißbeständigkeit
- Mechanischen Festigkeitseigenschaften
- Elektrische Isolation / Leitfähigkeit
- Wärmedämmung / Hochtemperaturschutz
- Notlaufeigenschaften
- Wiederherstellen der Bauteilfunktion
- Variationsvielfalt von Grund- und Schichtwerkstoffen
- Ausschussrettung / Verzugsarm
- Nachbearbeitungsmöglichkeit
- Flexibel in Bauteilgröße und Geometrie
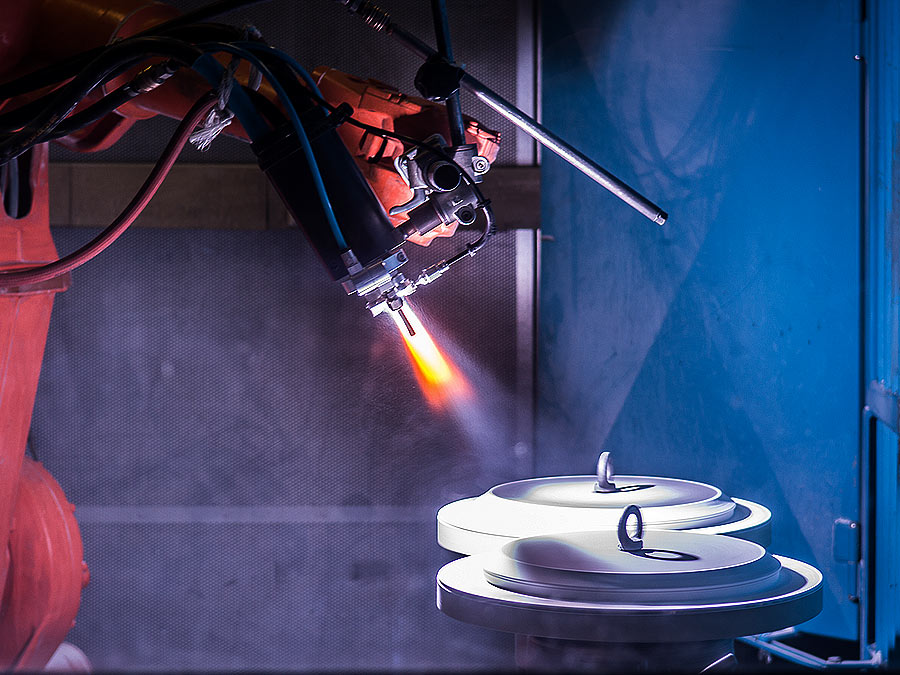
HVOF
Plasmaspritzen APS
Flammspritzen mit Pulver

Flammspritzen mit Draht
Lichtbogenspritzen